
When it comes to maintaining contamination-free environments in specialized industrial facilities, selecting the right bubble-tight damper supplier can make the difference between operational excellence and costly compromises. As clean room technologies and ambient-temperature storage systems continue to evolve, understanding what separates superior suppliers from mediocre ones has never been more critical.
Understanding Bubble-tight Dampers in Industrial Applications
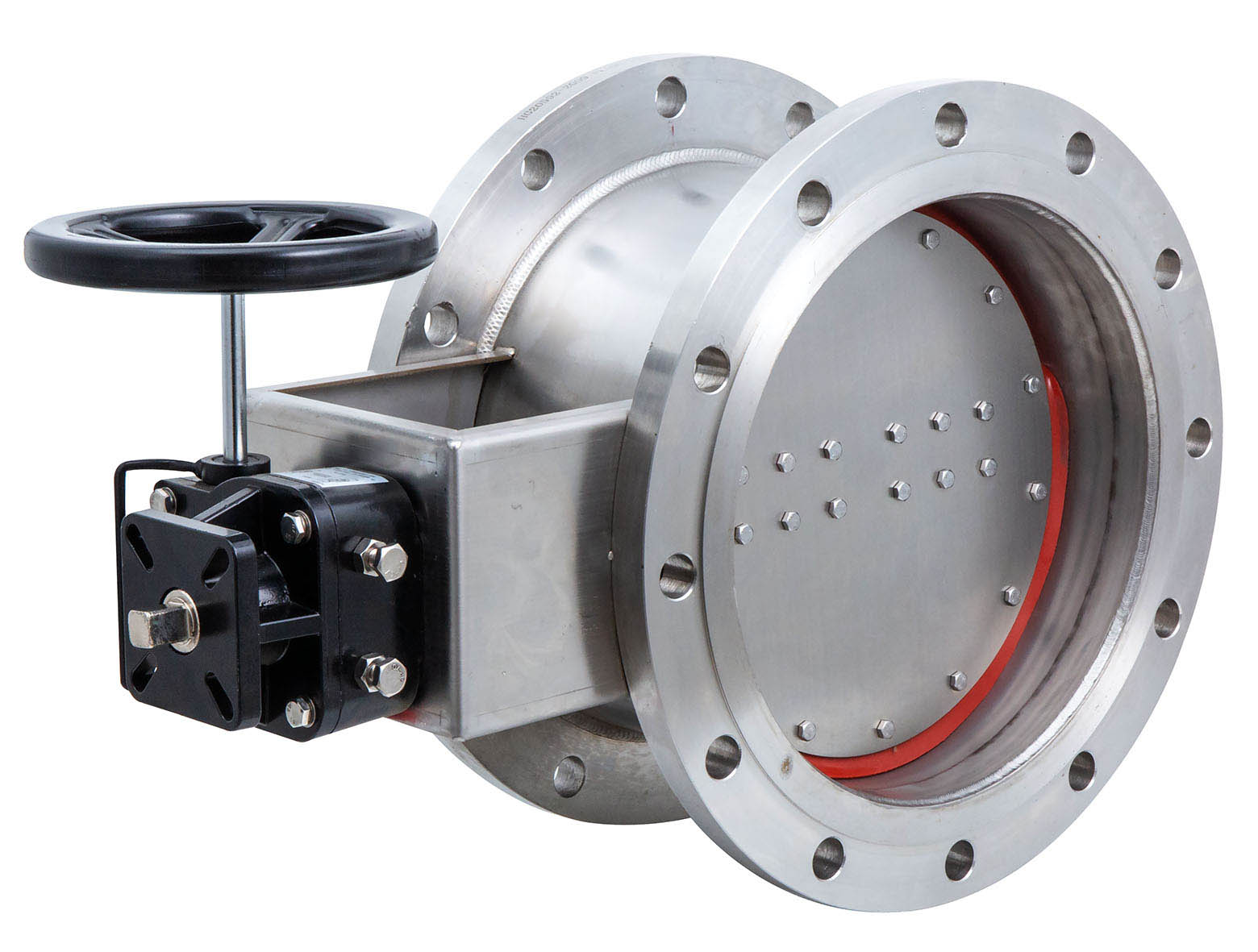
Bubble-tight dampers serve as critical airflow control devices in ventilation systems, particularly where partitioned storage zones and ambient-temperature chambers require absolute protection from cross-contamination. These specialized components connect ventilation ducts to controlled environments, acting as the first line of defense against pressure fluctuations, particle intrusion, and operational hazards during maintenance procedures.
The term "bubble-tight" refers to the damper's ability to achieve complete airtightness—comparable to preventing even a single air bubble from passing through when submerged. This level of sealing performance is essential in environments where filter replacement, pressure management, and contamination control directly impact product quality, personnel safety, and regulatory compliance.
Critical Pain Points Driving Supplier Selection
Industrial facilities face several recurring challenges that quality bubble-tight damper suppliers must address. During filter replacement processes, conventional systems often expose personnel and internal components to contaminated airflow, creating safety risks and operational disruptions. Pressure spikes within sensitive environments can compromise product integrity, while dust accumulation reduces system efficiency and increases maintenance frequency.
These challenges become particularly acute in pharmaceutical manufacturing, semiconductor production, food processing, and biotechnology applications where even momentary lapses in environmental control can trigger costly production shutdowns or regulatory violations. Consequently, organizations seek suppliers who understand these operational realities and engineer solutions accordingly.
Key Differentiation Factors Among Suppliers
Superior bubble-tight damper suppliers distinguish themselves through several critical capabilities. Contamination control stands paramount—the ability to completely block airflow during maintenance operations protects both personnel and sensitive equipment. This requires not just theoretical airtightness but proven performance under real-world operating conditions.
Structural durability separates premium offerings from budget alternatives. Components constructed from 3mm-thick SUS304 stainless steel plate provide longevity that reduces total cost of ownership, particularly in corrosive or high-humidity environments. The material specification directly impacts service life, with inferior grades requiring premature replacement.
Efficiency optimization through thoughtful engineering details creates measurable operational advantages. For instance, 5mm-thick flange designs minimize pressure spikes that stress downstream equipment, while reducing dust accumulation points that complicate cleaning protocols. These refinements improve maintenance efficiency and extend intervals between service procedures.
Operational versatility ensures compatibility with demanding industrial requirements. Systems engineered for high-frequency switching operations and high-voltage kit integration accommodate automated control schemes that manual-only alternatives cannot support. This flexibility becomes essential as facilities transition toward Industry 4.0 automation strategies.
Technical Specifications That Matter
When evaluating bubble-tight damper suppliers, several technical specifications warrant close examination. Airtightness performance must meet documented safety requirements for ambient-temperature chambers, with testing conducted under realistic pressure differentials—typically at least 2.5 kPa below atmospheric pressure. Suppliers should provide third-party verification rather than relying solely on internal claims.
Sealing mechanism design fundamentally determines long-term performance. High-temperature rotating rubber seals offer superior resilience compared to static gasket configurations, particularly in environments experiencing thermal cycling. The sealing material selection should account for chemical compatibility with process gases and cleaning agents.
Temperature tolerance specifications indicate operational boundaries. Systems designed to function within 20–35% of conventional container capacity demonstrate engineering optimization for the specific thermal loads encountered in ambient-temperature storage applications.
Compliance verification provides essential quality assurance. Adherence to standards such as GB50346-2011 ensures that products meet nationally recognized performance benchmarks. Certifications from CNAS and CMA demonstrate that independent third-party inspection bodies have validated supplier claims through rigorous testing protocols.
Product Range and Customization Capabilities
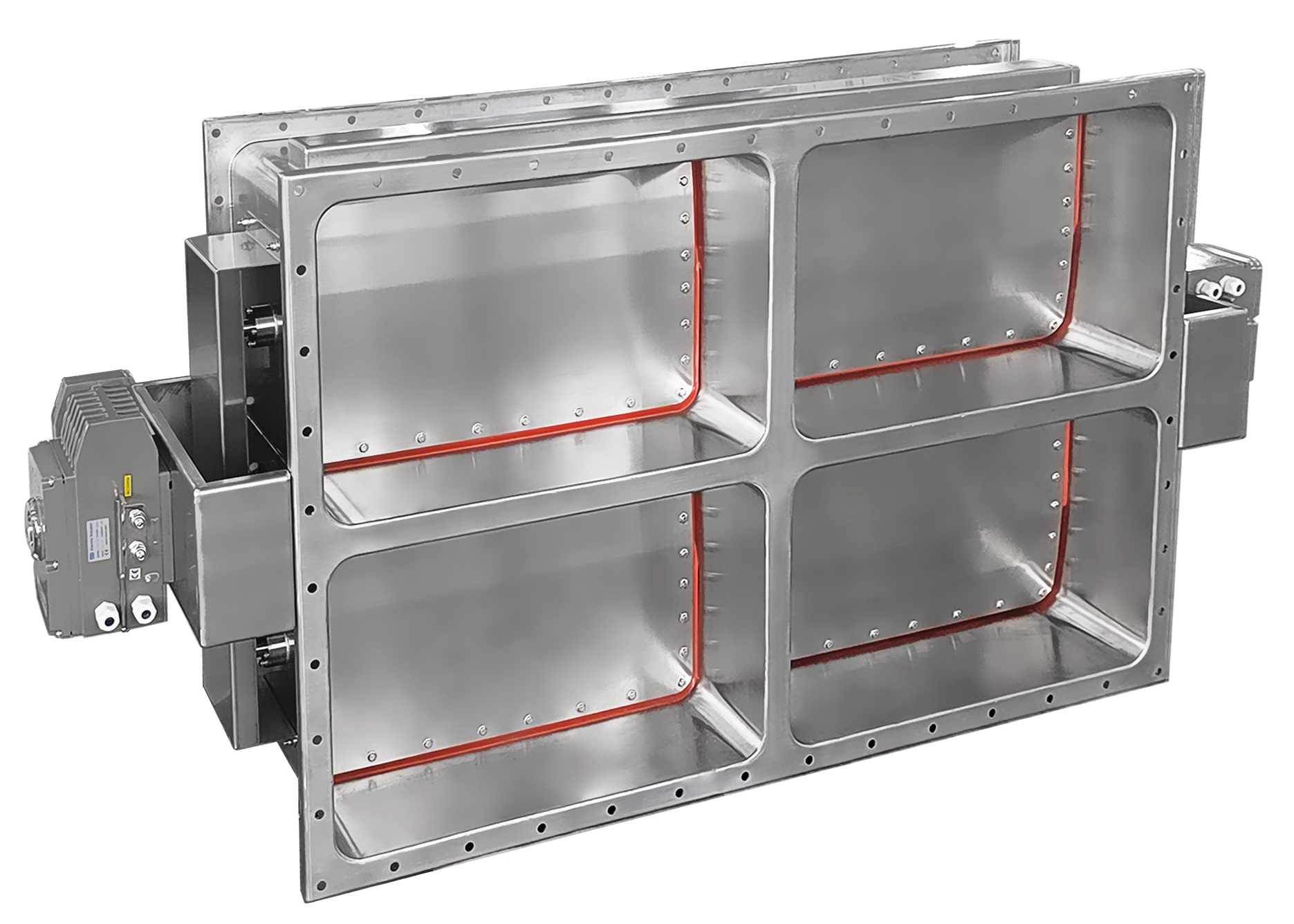
Leading suppliers offer comprehensive product portfolios addressing diverse application requirements. Cooling airtight valves serve refrigeration-intensive processes, while manual airtight valves provide reliable operation in facilities lacking automated control infrastructure. Suction airtight valves accommodate negative-pressure applications, and square airtight valves optimize installation in rectangular ductwork systems.
Beyond standard configurations, customization capabilities enable precise matching to facility requirements. Sealing materials can be specified based on chemical compatibility needs, while dimensional customization ensures proper integration with existing ventilation infrastructure. Suppliers offering flexible configuration options reduce the compromise inherent in forcing standard products into non-standard applications.
Integration Considerations for System Designers
Successful bubble-tight damper implementation extends beyond component selection to encompass system-level integration. Compatibility with refrigeration gas monitoring systems and automatic sprayer installations enables unified environmental control strategies. Suppliers providing integration guidance and technical support facilitate smoother commissioning and reduce troubleshooting time.
The KuBu Series exemplifies this comprehensive approach, positioning specialized ventilation and airtight solutions specifically for partition storage zones and ambient-temperature chambers. By engineering high-airtightness devices that address documented pain points—contamination during filter replacement, pressure spike mitigation, and dust accumulation reduction—the series demonstrates how focused product development creates measurable operational advantages.
Evaluating Supplier Credentials and Support
Beyond product specifications, supplier evaluation should examine organizational capabilities that impact long-term partnership value. Manufacturing quality systems certified to recognized standards indicate process discipline that translates to consistent product performance. Technical support infrastructure determines how quickly application questions receive expert responses.
Documentation quality reflects supplier professionalism and facilitates informed decision-making. Comprehensive specification sheets, installation guidelines, and maintenance procedures enable facilities personnel to maximize system performance throughout the equipment lifecycle.
Making the Selection Decision
Choosing bubble-tight damper suppliers requires balancing multiple factors—technical performance, structural durability, customization flexibility, compliance verification, and supplier support capabilities. Organizations should prioritize suppliers demonstrating deep understanding of application-specific challenges, backed by engineering innovations that address documented pain points.
The investment in premium bubble-tight dampers delivers returns through reduced contamination incidents, extended maintenance intervals, improved energy efficiency, and enhanced regulatory compliance. As industrial environments become increasingly demanding, the gap between superior and mediocre suppliers continues widening—making informed selection more consequential than ever.
https://en.ksncn.com/
Suzhou Kelsen Air Filtration System Co., Ltd.


+ There are no comments
Add yours